پوشش در واکنش های پیچیده متالورژیکی و تغییرات فیزیکی و شیمیایی در طول فرآیند جوشکاری نقش دارد و اساساً بر مشکلات الکترودهای سبک در حین جوش غلبه می کند، بنابراین پوشش نیز یکی از عوامل اصلی تعیین کننده کیفیت فلز جوش است.
پوشش الکترود: به لایه پوششی اطلاق می شود که با چسباندن مواد ریزدانه با خواص فیزیکی و شیمیایی مختلف به طور یکنواخت روی سطح هسته جوش پوشانده می شود.

نقش پوشش الکترود: تشکیل سرباره با خواص فیزیکی و شیمیایی مناسب مانند نقطه ذوب، ویسکوزیته، چگالی و قلیاییت در طول فرآیند جوشکاری، برای اطمینان از احتراق قوس پایدار، انتقال آسان قطرات فلزی و در اطراف ناحیه قوس و حوضچه مذاب فضایی برای محافظت از ناحیه جوش ایجاد کنید و شکل و عملکرد جوش خوبی را بدست آورید.
همچنین می توان مواد اکسیدکننده، عناصر آلیاژی یا مقدار مشخصی پودر آهن را به پوشش اضافه کرد تا نیازهای عملکرد فلز جوش را برآورده کند یا کارایی رسوب را بهبود بخشد.
مواد جوش Xinfa دارای کیفیت عالی هستند، لطفا برای جزئیات بررسی کنید:https://www.xinfatools.com/welding-material/

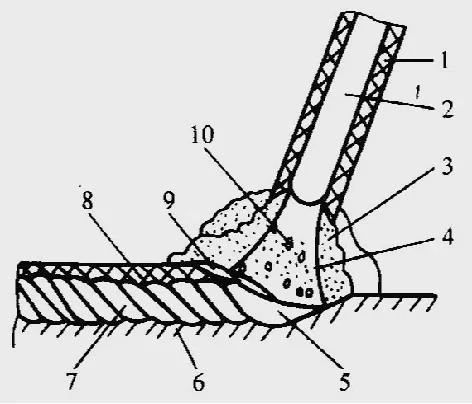
اصل جوشکاری قوس الکتریکی 1. پوست دارو 2. هسته لحیم کاری 3. گاز محافظ 4. قوس 5. حوضچه ذوب 6. مواد پایه 7. جوش 8. سرباره جوش 9. سرباره 10. قطرات
مواد اولیه مختلف را می توان به موارد زیر تقسیم کرد:
(1) تثبیت کننده قوس
عملکرد اصلی این است که الکترود به راحتی به قوس برخورد کند و قوس را در طول فرآیند جوشکاری پایدار نگه دارد. مواد اولیه مورد استفاده به عنوان تثبیت کننده قوس عمدتاً موادی هستند که حاوی مقدار معینی از عناصر به راحتی یونیزاسیون با پتانسیل یونیزاسیون کم هستند، مانند فلدسپات، شیشه آب، روتیل، دی اکسید تیتانیوم، مرمر، میکا، ایلمنیت، ایلمنیت احیا شده و غیره.
(2) عامل تولید گاز
گاز تحت دمای بالای قوس تجزیه می شود و یک جو محافظ ایجاد می کند، از قوس و فلز مذاب حوض محافظت می کند و از نفوذ اکسیژن و نیتروژن به هوای اطراف جلوگیری می کند. مواد متداول مولد گاز کربنات ها (مانند مرمر، دولومیت، منیزیت، کربنات باریم و غیره) و مواد آلی (مانند آرد چوب، نشاسته، سلولز، رزین و غیره) هستند.
(3) اکسید کننده (همچنین به عنوان عامل کاهنده نیز شناخته می شود)
از طریق واکنش متالورژیکی شیمیایی در فرآیند جوشکاری، محتوای اکسیژن در فلز جوش کاهش مییابد و عملکرد فلز جوش بهبود مییابد. اکسید زداها عمدتاً آلیاژهای آهن و پودرهای فلزی آنها حاوی عناصری با میل ترکیبی بالا برای اکسیژن هستند. اکسیدزدای رایج شامل فرومنگنز، فروسیلیس، فروتیتانیوم، فروآلومینیوم و آلیاژهای سیلیکون کلسیم است.
(4) نرم کننده
عملکرد اصلی بهبود انعطاف پذیری، کشش و سیالیت پوشش پوشش در فرآیند پوشش پرس الکترود، بهبود کیفیت پوشش الکترود و صاف کردن سطح پوشش الکترود بدون ترک است. عموماً موادی با خاصیت ارتجاعی، لغزنده یا خاصیت انبساط خاصی پس از جذب آب انتخاب می شوند، مانند میکا، خاک رس سفید، دی اکسید تیتانیوم، پودر تالک، شیشه آب جامد، سلولز و غیره.
(5) عامل آلیاژی
برای جبران اتلاف عناصر آلیاژی در حین جوشکاری و انتقال عناصر آلیاژی به داخل جوش برای اطمینان از ترکیب شیمیایی و خواص فلز جوش استفاده می شود. انواع فروآلیاژ (مانند فرومنگنز، فروسیلیس، فروکروم، فولاد، فروونادیم، فرونیوبیم، فروبور، فروسیلیس خاکی کمیاب و غیره) یا فلزات خالص (مانند فلز منگنز، فلز کروم، پودر نیکل، پودر تنگستن و غیره) را می توان انتخاب کرد. با توجه به نیازها صبر کن).
(6) عامل سرباره
در حین جوشکاری، می تواند سرباره هایی با خواص فیزیکی و شیمیایی خاص تشکیل دهد، از قطرات جوشکاری و فلز حوض مذاب محافظت کند و شکل گیری جوش را بهبود بخشد. مواد اولیه مورد استفاده به عنوان عوامل سرباره شامل مرمر، فلوریت، دولومیت، منیزیا، فلدسپات، گل سفید، میکا، کوارتز، روتیل، دی اکسید تیتانیوم، ایلمنیت و غیره می باشد.
(7) صحافی
مواد پوشش را محکم به هسته جوش بچسبانید و پوشش الکترود را پس از خشک شدن از استحکام خاصی برخوردار کنید. در حین متالورژی جوشکاری روی حوضچه مذاب و فلز جوش اثر مخربی ندارد. بایندرهای رایج مورد استفاده عبارتند از: لیوان آب (پتاسیم، سدیم و شیشه آب مخلوط آنها)، فنولیک r.
زمان ارسال: مه-08-2023


