تغذیه ضعیف سیم یک مشکل رایج است که در بسیاری از عملیات جوشکاری با آن مواجه می شود. متأسفانه، می تواند منبع قابل توجهی از خرابی و از دست دادن بهره وری باشد - بدون ذکر هزینه.
تغذیه ضعیف یا نامنظم سیم می تواند منجر به خرابی زودرس مواد مصرفی، سوختگی، لانه سازی پرندگان و موارد دیگر شود. برای سادهتر شدن عیبیابی، بهتر است ابتدا به دنبال مشکلات در فیدر سیم بگردید و به سمت جلوی تفنگ به سمت مواد مصرفی حرکت کنید.
پیدا کردن علت مشکل گاهی اوقات می تواند پیچیده باشد، با این حال، مسائل تغذیه سیم اغلب راه حل های ساده ای دارند.
چه اتفاقی برای فیدر می افتد؟

پیدا کردن علت تغذیه ضعیف سیم گاهی اوقات می تواند پیچیده باشد، با این حال، این مشکل اغلب راه حل های ساده ای دارد.
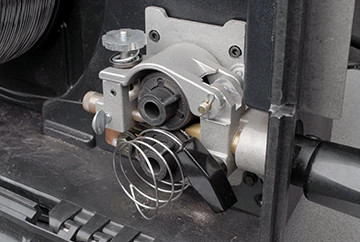
هنگامی که تغذیه سیم ضعیف اتفاق می افتد، می تواند به چندین جزء در فیدر سیم مربوط شود.
1. اگر هنگام کشیدن ماشه، رول های درایو حرکت نمی کنند، بررسی کنید که آیا رله خراب است یا خیر. اگر مشکوک به این مشکل هستید، برای کمک با سازنده فیدر خود تماس بگیرید. سرب کنترل معیوب یکی دیگر از دلایل احتمالی است. می توانید سرب کنترل را با یک مولتی متر تست کنید تا مشخص شود که آیا کابل جدیدی نیاز است یا خیر.
2. یک لوله راهنما که به درستی نصب نشده است و/یا قطر راهنما سیم اشتباه ممکن است مقصر باشد. لوله راهنما بین پایه پاور و رول های درایو قرار می گیرد تا سیم به راحتی از رول های درایو به تفنگ تغذیه شود. همیشه از لوله راهنمای اندازه مناسب استفاده کنید، راهنماها را تا حد امکان نزدیک به رول های درایو تنظیم کنید و هر گونه شکاف در مسیر سیم را از بین ببرید.
3. اگر تفنگ MIG شما آداپتوری دارد که تفنگ را به فیدر متصل می کند، به دنبال اتصالات ضعیف باشید. آداپتور را با یک مولتی متر بررسی کنید و در صورت خرابی آن را تعویض کنید.
به رول های درایو نگاهی بیندازید
لانه سازی پرنده، که در اینجا نشان داده شده است، ممکن است زمانی ایجاد شود که آستر خیلی کوتاه شود یا اندازه آستر برای سیم مورد استفاده اشتباه باشد.
استفاده از اندازه یا سبک غلط رول های درایو جوشکاری می تواند باعث تغذیه ضعیف سیم شود. در اینجا چند نکته برای جلوگیری از مشکلات وجود دارد.
1. همیشه اندازه رول درایو را با قطر سیم مطابقت دهید.
2. هر بار که یک قرقره سیم جدید روی فیدر سیم قرار می دهید، رول های درایو را بررسی کنید. در صورت لزوم تعویض کنید.
3. سبک رول درایو را بر اساس سیمی که استفاده می کنید انتخاب کنید. به عنوان مثال، رولهای درایو جوشکاری صاف برای جوشکاری با سیم جامد مناسب هستند، در حالی که رولهای U شکل برای سیمهای لولهای - دارای هسته شار یا با هسته فلزی، بهتر هستند.
4. کشش رول درایو مناسب را تنظیم کنید تا فشار کافی روی سیم جوش وجود داشته باشد تا به آرامی از آن عبور کند.
لاینر را بررسی کنید
چندین مشکل در مورد آستر جوشکاری می تواند منجر به تغذیه سیم نامنظم و همچنین سوختگی و لانه سازی پرنده شود.
1. مطمئن شوید که آستر به طول صحیح بریده شده است. وقتی آستر را نصب و برش میدهید، تفنگ را صاف قرار دهید و مطمئن شوید که کابل مستقیم است. استفاده از لاینر گیج مفید است. همچنین سیستم های مصرفی با آسترهایی وجود دارد که نیازی به اندازه گیری ندارند. آنها بدون بست بین نوک تماس و پین برق قفل می شوند و به صورت متحدالمرکز تراز می شوند. این سیستم ها جایگزینی لاینر ضد خطا را برای از بین بردن مشکلات تغذیه سیم ارائه می کنند.
2. استفاده از آستر جوشکاری با اندازه اشتباه برای سیم جوش اغلب منجر به مشکلات تغذیه سیم می شود. آستری را انتخاب کنید که کمی بزرگتر از قطر سیم باشد، زیرا به سیم اجازه می دهد به آرامی تغذیه شود. اگر آستر خیلی باریک باشد، تغذیه آن مشکل خواهد بود و در نتیجه سیم پاره می شود یا پرنده لانه می کند.
3. تجمع زباله در لاینر می تواند مانع از تغذیه سیم شود. این می تواند ناشی از استفاده از نوع غلط رول درایو جوشکاری باشد که منجر به بریدگی سیم در آستر شود. میکروارسینگ همچنین می تواند رسوبات جوش کوچکی را در داخل آستر ایجاد کند. هنگامی که تجمع منجر به تغذیه سیم نامنظم می شود، آستر جوش را تعویض کنید. همچنین میتوانید هوای فشرده را از طریق کابل دمید تا هنگام تعویض لاینر، کثیفی و زبالهها از بین برود.

نزدیک به یک سیم سوختن در نوک تماسی روی یک تفنگ FCAW خود محافظ. برای کمک به جلوگیری از سوختگی (در اینجا نشان داده شده است) نوک تماس ها را به طور مرتب از نظر سایش، کثیفی و زباله بررسی کنید و در صورت لزوم نوک های تماس را جایگزین کنید.
مانیتور برای سایش نوک تماس
مواد مصرفی جوشکاری بخش کوچکی از تفنگ MIG هستند، اما میتوانند روی تغذیه سیم - بهویژه نوک تماس، تأثیر بگذارند. برای جلوگیری از مشکلات:
1. نوک تماس را به طور مرتب از نظر سایش به صورت چشمی بررسی کنید و در صورت لزوم تعویض کنید. به دنبال نشانه های سوراخ کردن کلید باشید، که زمانی رخ می دهد که سوراخ در نوک تماس به مرور زمان به دلیل تغذیه سیم از آن کشیده می شود. همچنین به دنبال تجمع پاشش باشید، زیرا می تواند باعث سوختگی و تغذیه ضعیف سیم شود.
2. افزایش یا کاهش اندازه نوک تماسی که استفاده می کنید را در نظر بگیرید. سعی کنید ابتدا یک اندازه پایین بیاورید، که می تواند به کنترل بهتر قوس و تغذیه بهتر کمک کند.
افکار اضافی
تغذیه ضعیف سیم می تواند یک اتفاق ناامید کننده در عملیات جوشکاری شما باشد - اما لازم نیست برای مدت طولانی سرعت شما را کاهش دهد. اگر پس از بازرسی و انجام تنظیمات از فیدر رو به جلو همچنان با مشکل مواجه شدید، نگاهی به تفنگ MIG خود بیندازید. بهتر است از کوتاهترین کابل ممکن استفاده کنید که بتواند کار را انجام دهد. کابل های کوتاه تر، سیم پیچی را به حداقل می رساند که می تواند منجر به مشکلات تغذیه سیم شود. به یاد داشته باشید که در حین جوشکاری نیز کابل را تا حد ممکن صاف نگه دارید. همراه با برخی از مهارت های عیب یابی قوی، تفنگ مناسب می تواند شما را برای مدت طولانی تری در جوشکاری نگه دارد.
زمان ارسال: ژانویه-01-2023


