پانل عملیات مرکز ماشینکاری چیزی است که هر کارگر CNC با آن در تماس است. بیایید نگاهی به معنای این دکمه ها بیندازیم.

دکمه قرمز دکمه توقف اضطراری است. هنگامی که این کلید فشار داده می شود، ماشین ابزار معمولاً در شرایط اضطراری یا غیرمنتظره متوقف می شود.
ابزار CNC شینفا دارای ویژگی های کیفیت خوب و قیمت پایین می باشد. برای جزئیات لطفاً به آدرس زیر مراجعه کنید:
تولیدکنندگان ابزارهای CNC – کارخانه و تامین کنندگان ابزارهای CNC چین (xinfatools.com)

از سمت چپ شروع کنید. معنی اصلی چهار دکمه این است
1 عملیات خودکار برنامه به عملکرد خودکار برنامه در هنگام پردازش برنامه اشاره دارد. معمولاً برای پردازش استفاده می شود. در این حالت اپراتور فقط باید محصول را گیره و سپس دکمه شروع برنامه را فشار دهد.
2 مورد دوم دکمه ویرایش برنامه است. عمدتاً هنگام ویرایش برنامه ها استفاده می شود
3 حالت سوم حالت MDI است که عمدتاً برای وارد کردن دستی کدهای کوتاه مانند S600M3 استفاده می شود.
حالت 4DNC عمدتاً برای ماشینکاری در خط استفاده می شود

این چهار دکمه از چپ به راست هستند
1 دکمه برنامه صفر، برای عملیات صفر کردن استفاده می شود
2. حالت تراورس سریع. برای حرکت سریع این کلید را فشار دهید و با محور مربوطه مطابقت دهید.
3. تغذیه آهسته. این کلید را فشار دهید و ماشین ابزار به آرامی حرکت می کند.
4 دکمه چرخ دستی، این دکمه را فشار دهید تا چرخ دستی کار کند

این چهار دکمه از چپ به راست هستند
1 اجرای تک بلوکی، این کلید را فشار دهید تا برنامه پس از مدتی اجرا متوقف شود.
2. دستور پرش بخش برنامه. هنگامی که در جلوی برخی از بخش های برنامه علامت / وجود دارد، اگر این کلید را فشار دهید، این برنامه اجرا نمی شود.
3. Stop را انتخاب کنید. هنگامی که M01 در برنامه وجود دارد، این کلید را فشار دهید و کد کار می کند.
4 دستورالعمل نمایش دستی

1 دکمه راه اندازی مجدد برنامه
2. فرمان قفل ماشین ابزار. این کلید را فشار دهید و ماشین ابزار قفل می شود و حرکت نمی کند. برای اشکال زدایی
3. اجرای خشک، معمولاً همراه با دستور قفل ماشین ابزار برای اشکال زدایی برنامه ها استفاده می شود.
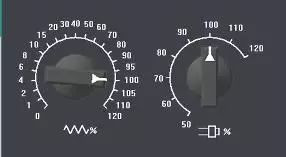
سوئیچ سمت چپ برای تنظیم نرخ تغذیه استفاده می شود. در سمت راست دکمه تنظیم سرعت اسپیندل وجود دارد
از چپ به راست، دکمه شروع چرخه، مکث برنامه و توقف برنامه MOO وجود دارد.

این نشان دهنده اسپیندل مربوطه است. به طور کلی ماشین ابزارها 5 یا 6 محور ندارند. می توان نادیده گرفت
برای کنترل حرکت ماشین استفاده می شود. کلید را در وسط فشار دهید، سریع تغذیه می شود.

دنباله چرخش دوک به جلو، توقف دوک و چرخش معکوس دوک است.


نیازی به توضیح پنل عددی و حروف الفبا نیست، درست مثل صفحه کلید موبایل و کامپیوتر است.
کلید POS به معنای سیستم مختصات است. این کلید را فشار دهید تا مختصات نسبی و مختصات مطلق سیستم مختصات ماشین ابزار را ببینید.
ProG یک کلید برنامه است. عملیات برنامه مربوطه به طور کلی باید در حالت فشار دادن این کلید انجام شود.
OFFSETSETTING برای تنظیم نقاط ابزار در سیستم مختصات استفاده می شود.
shift کلید shift است
CAN کلید لغو است. اگر دستور اشتباهی وارد کردید، می توانید این کلید را فشار دهید تا آن را لغو کنید.
IUPUT کلید ورودی است. این کلید برای ورودی داده های عمومی و ورودی پارامتر مورد نیاز است.
کلید سیستم SYETEM. عمدتا برای مشاهده تنظیمات پارامتر سیستم استفاده می شود
MESSAGE عمدتاً درخواست اطلاعات است
فرمان پارامتر گرافیکی CUSTOM
ALTEL کلید جایگزینی است که برای جایگزینی دستورالعمل ها در برنامه استفاده می شود.
Insert دستور درج است که برای درج کد برنامه استفاده می شود.
حذف عمدتا برای حذف کد استفاده می شود
دکمه RESET بسیار مهم است. عمدتاً برای بازنشانی، توقف برنامه ها و توقف برخی دستورالعمل ها استفاده می شود.
دکمه ها اساسا توضیح داده شده اند و برای آشنایی با آنها باید بیشتر در سایت تمرین کنید.
زمان ارسال: مه-27-2024


